Odkrijte najpogostejše napake pri rezanju navojev: napačen premer izvrtine, izbira navojnega svedra, mazanje in tehnika. Praktični nasveti iz industrije Dolinšek-S za boljši rezultat in daljšo življenjsko dobo orodja.
Napačen premer izvrtine pri rezanju navojev
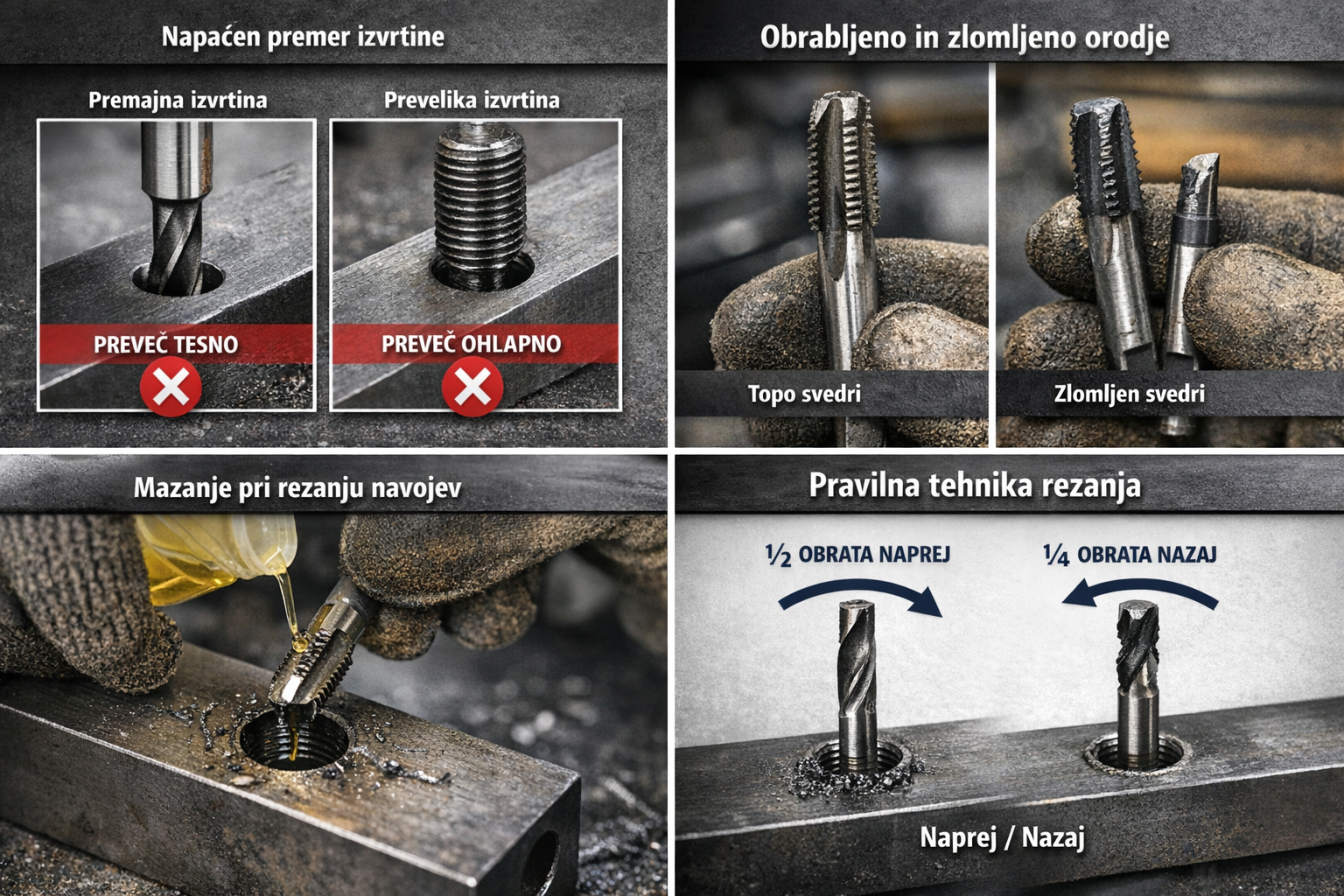
Ena najpogostejših napak pri rezanju notranjih navojev je nepravilno izvrtana luknja.
Če je premer izvrtine:
- premajhen → pride do preobremenitve navojnega svedra, zagozditve ali zloma orodja
- prevelik → navoj nima dovolj oprijema, vijak se ne drži in pride do iztrganja
Vsak metrični navoj (M3, M4, M5 …) ima točno določen priporočeni premer predvrtanja.
👉 V praksi je tabela premerov osnovno orodje vsake delavnice, saj zagotavlja natančen in varen navoj tukaj
Napačna izbira navojnega svedra glede na material+
Pri navojnih svedrih ni univerzalne rešitve za vse materiale. Pravilna izbira orodja bistveno vpliva na kakovost navoja in življenjsko dobo svedra.
Priporočila:
- Nerjaveče jeklo (INOX) → HSS-Co navojni svedri (visoka toplotna odpornost)
- Aluminij → svedri z optimizirano geometrijo za odvajanje ostružkov
- Jeklo → standardni HSS svedri z ustrezno prevleko
Pogoste napake:
- uporaba enega svedra za vse materiale
- napačna trdota orodja glede na material
- slabo odvajanje ostružkov
Rezultat napačne izbire je lahko trganje navoja ali hitra obraba orodja.
Rezanje navojev brez mazanja
Mazanje pri rezanju navojev je ključno za stabilen proces.
Brez rezalnega olja ali paste se pojavijo:
- visoko trenje
- pregrevanje orodja
- slabša površina navoja
- povečana možnost zloma svedra
Pri aluminiju je mazanje še posebej pomembno, saj se material rad oprijema orodja.
Napačna tehnika rezanja navojev
Pri ročnem rezanju navojev je tehnika enako pomembna kot orodje.
Pravilna metoda:
- 1/2 obrata naprej
- 1/4 obrata nazaj
- ponavljanje cikla
Ta postopek omogoča lomljenje ostružkov in preprečuje zagozditev navojnega svedra.
Obrabljen navojni sveder in vpliv na kakovost navoja
Ena najpogosteje spregledanih težav v praksi je uporaba obrabljenega orodja.
Znaki obrabe:
- povečan upor pri rezanju
- nečist ali raztrgan navoj
- pregrevanje materiala
- potreba po večji sili
Top sveder ne reže več učinkovito, temveč trga material, kar vodi do slabše kakovosti navoja.
Napačen vstop v material
Pri izdelavi navojev mora sveder vstopiti popolnoma pravokotno.
Že majhen odklon povzroči:
- poševen navoj
- slab stik vijaka
- neenakomerno obremenitev navoja
Pri globljih izvrtinah je priporočljiva uporaba vodil ali stojal.
Popravilo poškodovanih navojev
Popravilo navojev je zahtevnejše kot izdelava novega.
Najpogostejše napake:
- povečanje navoja brez načrta
- nepravilna uporaba navojnih vložkov
- neenakomeren rez
Pravilna ocena poškodbe je ključna za uspešno sanacijo.
Zakaj navoj zagrabi – ključni vzroki
Do zagozditve navojnega svedra najpogosteje pride zaradi:
- napačnega premera izvrtine
- pomanjkanja mazanja
- napačnega orodja za material
- obrabljenega svedra
- nepravilne tehnike rezanja
Večino teh težav je mogoče preprečiti z osnovno kontrolo procesa.
Izkušnje iz prakse Dolinšek-S
Primer 1: aluminij brez mazanja
Pri rezanju M8 navoja je prišlo do zagozditve zaradi suhega rezanja. Material se je prijel na orodje, navoj je bil poškodovan.
Primer 2: prevelika izvrtina
Navoj je bil vizualno pravilen, vendar vijak ni imel oprijema – premer izvrtine je bil prevelik.
Primer 3: zlom navojnega svedra
Kombinacija premajhne luknje, pritiska in pomanjkanja mazanja.
Kako do popolnega navoja
Kakovosten navoj ni rezultat sile, temveč pravilnega postopka.
Pri rezanju navojev so ključni trije elementi:
- pravilna priprava izvrtine
- ustrezna izbira navojnega svedra
- uporaba mazanja in pravilne tehnike
V podjetju Dolinšek-S poudarjamo, da že majhne izboljšave v procesu bistveno povečajo življenjsko dobo orodja in kakovost končnega izdelka.